|
ZWP Anlagenrevision GmbH • Südstraße 1 • 66701 Beckingen • Germany
The optimal anglefor your ultrasonic measurementNew construction and revision measures in power plant construction are regularly associated with major welding operations on pressurized components. Proof that the welding has been carried out correctly is traditionally provided by means of radiographic testing (X-ray technology), which is associated with undesirable exposure to radiation or contamination of the environment. The times and locations of the radiographs have to therefore be closely coordinated between the testers and the responsible persons of all other trades on the construction sites. Special Testing
PAS-Inspect While the radiographic test is taking place, no other type of work is allowed to be carried out in the radiation protection are, which causes tedious and long downtimes. When using this innovative phased array ultrasonic technology, all radiation protection regulations are no longer necessary. The weld inspections can be carried out nearly simultaneously with the welding work, partially or fully mechanized, at high inspection speeds and in a simple manner; more or less once the weld has cooled down to temperatures below approx. 60° C. In comparison to radiographic testing, all parties involved can save significant time and money. Advantages of the method
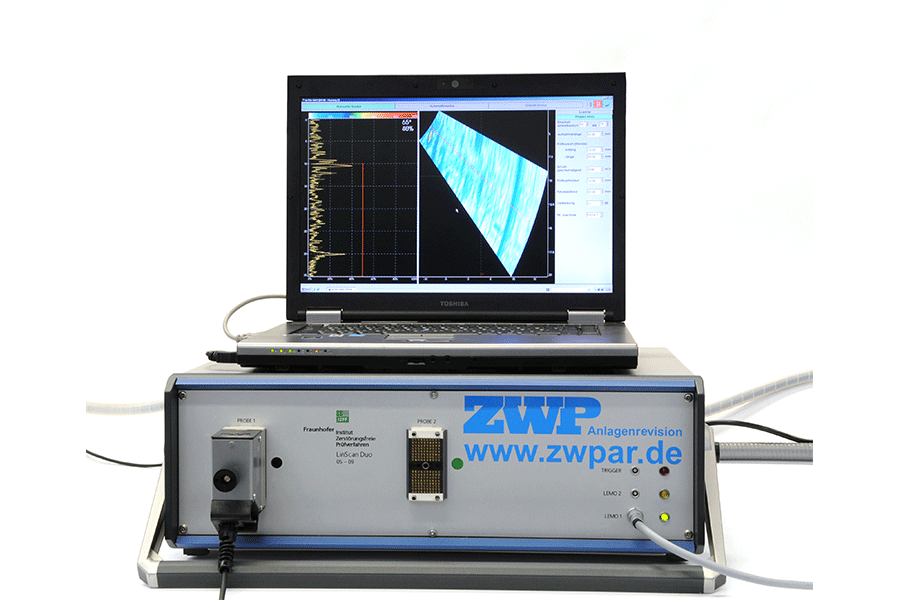
Description of the test systemUltrasonic testing is an acoustic method for detecting material defects. A transducer generates a sound impulse which is transmitted to the component via a coupling medium. The sound impulse is reflected through boundary surfaces in the test specimen that have different sound resistances (cracks, doublings, rear wall, etc.) and sent back to the transducer. This now works as the receiver. Based on the time between transmission and reception, the distance travelled is calculated (pulse-echo method). As a result of the laws of reflection, several beam angles are required in ultrasonic testing when it comes to detecting defects. In phased array technology, several transducers are integrated in one probe. This makes it possible to achieve a variable beam angle by controlling the elements with a time delay. Because of this, nearly all defect inclinations are detectable. In the case of automated testing, the position data is also stored in addition to the ultrasonic data. Through the data processing, you also obtain an image-producing method that can be directly compared with the projection images of the radiographic test. In cooperation with the Fraunhofer Institute IZfP and CSW Engineering, ZWP Anlagenrevision was the first company in Germany to successfully qualify this technology for replacing radiography on pipelines in power plant construction. Over 15,000 welds have been successfully inspected using this method since 2009. The testing method has been accredited according to DIN EN ISO/IEC 17025:2005.
|
||||||||||||
|
|
||||||||||||